






产品分类 更多>>


英标H型钢材料:
冷弯型钢在我国有强大的生命力,但其目前占钢材总量的比例却较低,约为.6%,而国外约占1.5%~4.%。其产品的品种和数量与市场需求均差距较大。目前国内大部分冷弯型钢加工设备还不能达到质量要求,产品标准尚不完善,深加工能力不足。今后应努力开发高质量产品,以适应市场需求。、带材为原料的焊管深加工,以及焊管产品的加工,如:涂镀防腐处理钢管、各种异型管材等。近几年焊管产品发展迅速,规格品种较多,目前已达6万t/a以上。
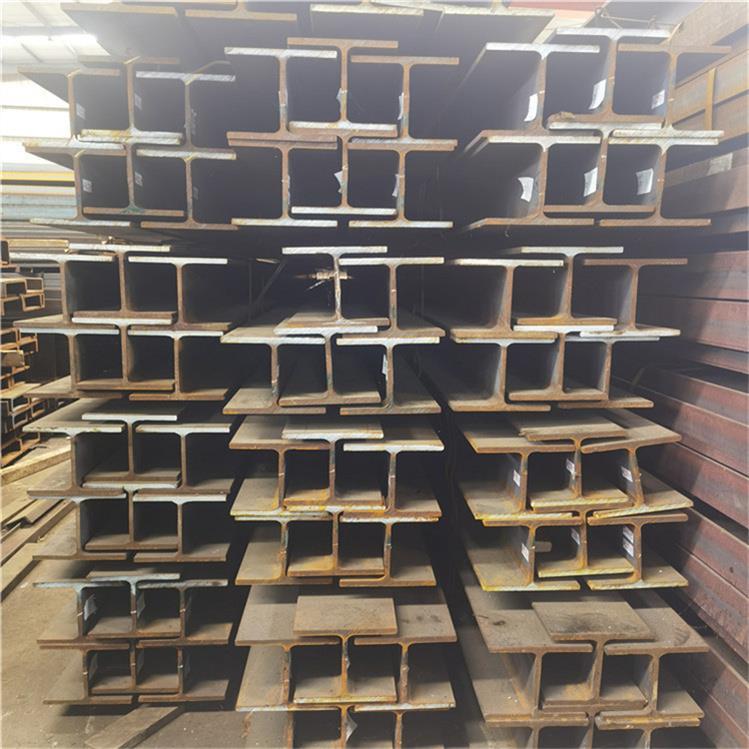
一、UC356*406*287英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢赛拉斯法又称火焰直接加热法;首先带钢经碱洗脱脂,而后用清除表面的氧化皮,并经水洗、烘干后再进入由煤气火焰直接加热的立式线内退火炉,通过严格控制炉内煤气和空气的焰烧比例,使之在煤气过剩和氧气不足的情况下进行不完全焰烧,从而使炉内造成还原气氛。
二、UC356*406*287英标H型钢热扎工艺手段:c)最后轧制阶段,一般道次加工率减小,为防止热轧制品产生粗大晶粒,热轧最后道次的加工率应大于临界变形量(15%-20%),热轧最后两道次温度较低,变形抗力较大,其压下量分配应该保持带材良好的板形,厚度偏差以及表面质量。 [1] [2] 高层建筑的构件选择需要按照相应的结构技术规程进行,比如型钢混凝土组合结构施工中,要求必须选择焊接型钢以及实腹式型钢作为柱内材料。由于实际施工条件的限制,则需要对混凝土的体积配箍率进行计算,保证钢筋配置的合理性,这样才能有效避免施工问题的出现。

四、UC标H型钢规格型号表:
钢铁冶金:确需拆卸时,应会同有关部门研究后进行,拆卸和复装应按设备技术文件的规定进行。第6条泵的找平应符合下列要求:卧式和立式泵的纵、横向不水平度不应超过./;测量时,应以加工而为基准;小型整体安装的泵,不应有明显的偏斜。第7条泵的找正应符合下列要求:主动轴与从动轴以联轴节连接时,两轴的不同轴度、两半联轴节端面间的间隙应符合设备技术文件的规定;如设备技术文件无规定时,应符合本规范册《通用规定》的规定;主动轴与从动轴以皮带连接,两轴的不平行度、两轮的偏移应符合本规范册《通风规定》的规定;原动机与泵(或变速器)连接前,应先单独试验原动机的转向,确认无误后再连接;主动轴与从动轴找正、连接后,应盘车检查是否灵活;泵与管路连接后,应复校找正情况,如由于与管路连接而不正常时,应调整管路。
冷弯型钢在我国有强大的生命力,但其目前占钢材总量的比例却较低,约为.6%,而国外约占1.5%~4.%。其产品的品种和数量与市场需求均差距较大。目前国内大部分冷弯型钢加工设备还不能达到质量要求,产品标准尚不完善,深加工能力不足。今后应努力开发高质量产品,以适应市场需求。、带材为原料的焊管深加工,以及焊管产品的加工,如:涂镀防腐处理钢管、各种异型管材等。近几年焊管产品发展迅速,规格品种较多,目前已达6万t/a以上。
一、UC356*406*287英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢赛拉斯法又称火焰直接加热法;首先带钢经碱洗脱脂,而后用清除表面的氧化皮,并经水洗、烘干后再进入由煤气火焰直接加热的立式线内退火炉,通过严格控制炉内煤气和空气的焰烧比例,使之在煤气过剩和氧气不足的情况下进行不完全焰烧,从而使炉内造成还原气氛。
二、UC356*406*287英标H型钢热扎工艺手段:c)最后轧制阶段,一般道次加工率减小,为防止热轧制品产生粗大晶粒,热轧最后道次的加工率应大于临界变形量(15%-20%),热轧最后两道次温度较低,变形抗力较大,其压下量分配应该保持带材良好的板形,厚度偏差以及表面质量。 [1] [2] 高层建筑的构件选择需要按照相应的结构技术规程进行,比如型钢混凝土组合结构施工中,要求必须选择焊接型钢以及实腹式型钢作为柱内材料。由于实际施工条件的限制,则需要对混凝土的体积配箍率进行计算,保证钢筋配置的合理性,这样才能有效避免施工问题的出现。
四、UC标H型钢规格型号表:
钢铁冶金:确需拆卸时,应会同有关部门研究后进行,拆卸和复装应按设备技术文件的规定进行。第6条泵的找平应符合下列要求:卧式和立式泵的纵、横向不水平度不应超过./;测量时,应以加工而为基准;小型整体安装的泵,不应有明显的偏斜。第7条泵的找正应符合下列要求:主动轴与从动轴以联轴节连接时,两轴的不同轴度、两半联轴节端面间的间隙应符合设备技术文件的规定;如设备技术文件无规定时,应符合本规范册《通用规定》的规定;主动轴与从动轴以皮带连接,两轴的不平行度、两轮的偏移应符合本规范册《通风规定》的规定;原动机与泵(或变速器)连接前,应先单独试验原动机的转向,确认无误后再连接;主动轴与从动轴找正、连接后,应盘车检查是否灵活;泵与管路连接后,应复校找正情况,如由于与管路连接而不正常时,应调整管路。





















